燃料の発酵生産の原料となるカプリン酸の合成に必要な遺伝子導入した大腸菌を作製しました。その菌の培養上清から、カプリン酸の生産を少量ながら確認しました。
現在、国が推進する生物を用いた有用物質の生産である「バイオものづくり ![]() 」では、有用な微生物を探索してくるというよりは、人間の手で有用物質を生産する生物を作り出していくという合成生物学が主流です。
」では、有用な微生物を探索してくるというよりは、人間の手で有用物質を生産する生物を作り出していくという合成生物学が主流です。
WP2-2-1では、新たなバイオ燃料の原料となる中鎖脂肪酸を発酵法により生産すること、また生産された中鎖脂肪酸をバイオ燃料に変換する酵素の遺伝子利用を目指しています。
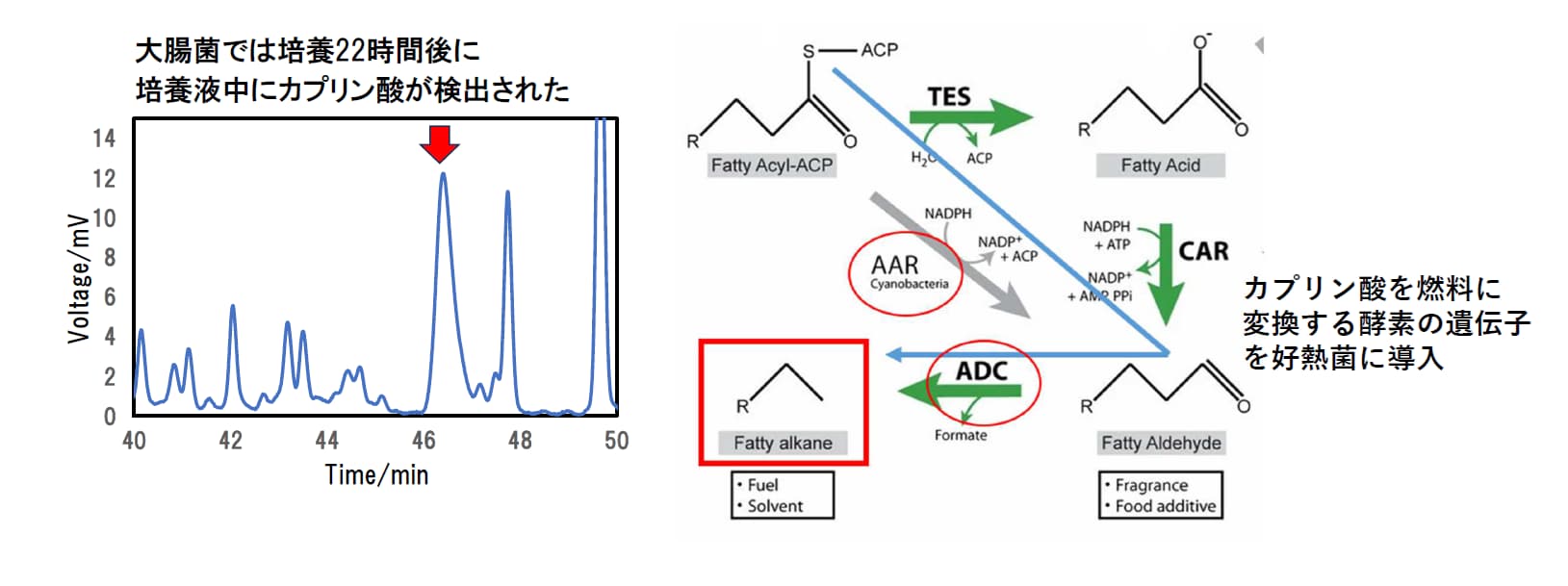
2025年度はCuphea hookeriana のACP-チオエステラーゼの遺伝子を大腸菌に導入することで、バイオ燃料の原料となる中鎖脂肪酸の一つ、カプリン酸の生産が可能であることを示しました。
しかし、生産したカプリン酸を脱炭酸することでバイオ燃料に転換することは、確認できませんでした。また、同様の試みを好熱菌で行うことで、高温での発酵と生産したバイオ燃料を揮発させ効率的に回収する仕組みの確立も試みましたが、バイオ燃料の回収は確認できていません。
2026年度はカプリン酸の生産量を増加させるために、菌体内でカプリン酸を分解する酵素を菌から除去すること、およびカプリン酸からガソリンへの転換のために使用する酵素を、さまざまな遺伝子の中から検討する予定です。
高固形物濃度において高濃度アンモニウムイオン蓄積の実証をするとともに、アンモニア化成率と負荷条件の関係などを明らかにすることを目標として、ラボスケールの完全混合型アンモニア化成槽を作製し、模擬処理対象物を使用してアンモニア化成実験を行いました。

実験には、有効液容積約2.6Lのガラス製セパラブルフラスコに発生ガス捕集用のアルミニウムガスバッグと、採水用ポート等が設置された密閉式の反応槽を3台用意しました。
反応槽は35℃に制御された恒温水槽に浸漬して温度を保つとともに、ステッピングモーターでバキュームスターラーを定速回転させて槽内を撹拌しました。
植種源として下水汚泥の嫌気性消化汚泥を用い、異なる初期汚泥濃度および処理対象物の投入負荷に設定してそれらの影響を調べました。
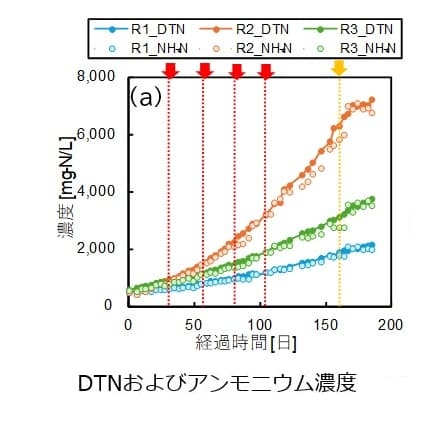
各装置のDTN(溶解性窒素濃度)およびアンモニウム濃度の経日変化では、各槽内におけるDTNおよびアンモニウム濃度の蓄積傾向は、実験の範囲でこの期間中の模擬処理対象物の累積投入量の変化と概ね一致していました。また、多少のばらつきはあるものの、DTN 度とアンモニウム濃度はほぼ一致していました。さらに、処理対象物の投入負荷が最も高いR2では、アンモニウムが5g-N/Lを超えて7g-N/L程度まで蓄積しており、このような高いアンモニウム濃度環境下においても良好なメタン生成(0.2g-C/g-処理対象物)が継続することを確認しました。
また、アンモニウム変換率は、初期植種量や処理対象物の投入負荷の相違によらず、概ね0.02g-N/g-処理対象物であり、処理対象物中の窒素含量が約4wt%だったのでアンモニウム変換率は約50%でした。
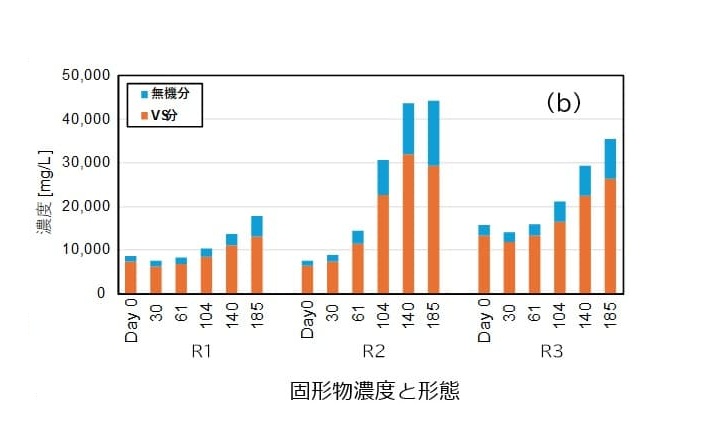
各槽における固形物含量とその形態の経日変化では、処理対象物の投入負荷が増加するにつれて固形物濃度は増加し、各槽の負荷条件の大小と概ね一致しており、最も負荷量が大きく処理対象物の累積投入量が多いR2では、約4.5wt%に達しました。
各槽から採取した汚泥の微生物群集解析結果から、植種源の菌叢と比べて実験の経過に伴い、Bacteroidota 門およびChloroflexota 門の微生物が占める相対的割合が顕著に高くなりました。特に投入負荷が最も高い条件で運転されたR2では、タンパク質分解に関与する微生物であるProteiniphilum 属に近縁な細菌が25%に達するほど優占化していました。なお、植種源で約3%を占めていたArchaea は実験の進行につれて低下傾向がありました(図は省略)。
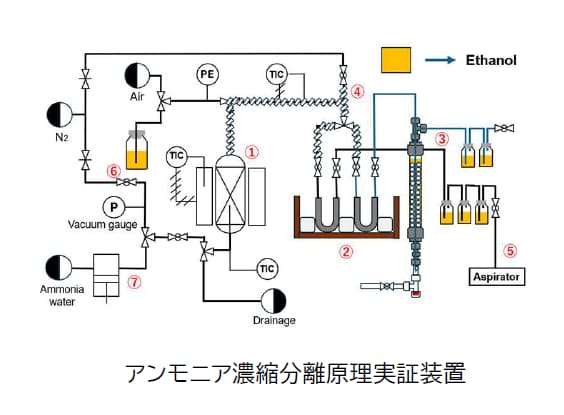
前年度に製作したベンチスケールアンモニア回収試験装置によって、アンモニア水からのアンモニア回収実験を実施しました。
①のカラムにストルバイトを充填し、窒素ガスを流通させない実機と同様の分解条件で2段階熱分解させてアンモニアガスの回収を行いました。
本実験では、ストルバイトの熱分解により発生した水、アンモニア混合ガスを、回収用U字管でドライアイスによる冷却固化したのち、ガス吸収塔③によるエタノール吸収の2段階で回収して定量しました。回収系は2系統用意し、
でそれぞれ全量回収して、BIDガスクロマトグラフ(Nexis GC-2030、島津製作所)でそれぞれの溶液内のH2OとNH3の量を定量しました。
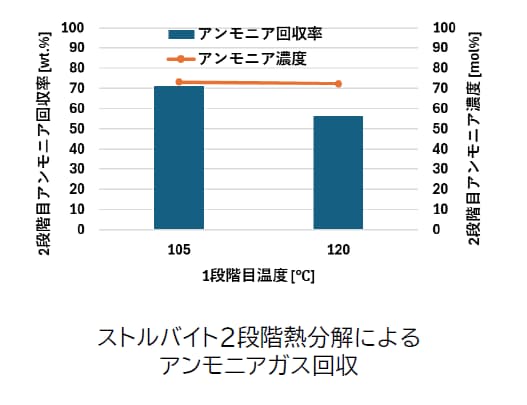
1段階目の温度を105℃および120℃としたときの、2段階目において回収されたアンモニアガス濃度[mol%]およびアンモニアの回収率[wt%]が右のグラフになります。
第1段階の熱分解温度105℃のとき、2段階目のアンモニア回収率は70wt.%以上という高回収率を達成し、アンモニア濃度も70mol%という高濃度アンモニアガスを回収することが出来ました。この結果から、窒素雰囲気下ではない状態においても、熱分解は阻害されることなく、窒素ガス流通時と同程度のアンモニア回収を実現することが確認できました。
別途実施した、熱分解されたニューベリーアイトによるアンモニア水からのアンモニア回収実験から、廃液中のアンモニアの70%以上を回収する条件も見出しており、プロセス全体のアンモニア回収率の目標値である50%を達成できました。
環境熱乾燥試験装置を利用して、畜産排せつ物や小化成汚泥脱水ケーキの乾燥特性を把握し、環境熱乾燥での実現性を見出しました。
Wet系廃棄物を脱水して含水率80wt%程度の脱水ケーキとし、これを環境中の熱を利用して乾燥させる環境熱乾燥プロセスが可能であることを示すことが目的となります。
環境熱として、安定的に大量の熱が確保可能な地中熱を想定し、冬季の低温乾燥空気を地中熱交換によって昇温した乾燥空気による湿潤物質の乾燥挙動から、目的とする含水率40wt%まで可能するために必要な乾燥時間を測定しました。
実験装置は、温度設定可能なスクラバで冬季を想定した低温飽和空気を調整し、井戸水を想定して温度設定した水との熱交換器で所定温度まで昇温して乾燥空気としました。乾燥チャンバーに乾燥空気中を流通させながら、2 種類の湿潤試料(消化汚泥脱水ケーキおよび豚ぷん)を乾燥させ、質量減少を連続的に記録しました。
試料は消化汚泥脱水ケーキおよび豚ぷんをそれぞれ、約10gを2個の球に成形したものを使用し、冬季の乾燥を想定した乾燥実験を行いました。
各試料の乾燥挙動については、脱水ケーキは豚ぷんに比べて初期含水率が高いものの、蒸発速度も高く、豚ぷんよりも乾燥しやすいことがわかりました。
いずれのケースも、目標である含水率40wt%まで乾燥するのに要した時間は、豚ぷんで46時間、脱水ケーキで42時間程度であり、比較的短時間で乾燥できることが明らかとなりました。
バイオマスガス化プラントのタール除去プロセスを導入し、試験運転を通じてその効果を確認しました。さらに、生産したガス化ガスをボンベに回収する設備の構築中です。

2トン/日 2塔循環流動層反応装置にタール除去装置(タールミストセパレータ)を設置した運転試験を行い、バイオマスフィード試験まで完了しました。
プラントで得られたガスを炭化水素転換に好適なH/C比となるように改質し、FT合成プロセス、MTG/L(メタノール to Gas/Liquid)プロセス、メタネーションプロセスによる転換試験装置のプロトタイプの製作を予定していましたが、機器および製作コストの上昇に伴って、当初予定していた規模での実証が難しいことが判明しました。よってH/C 調整プロセス以降は、現在までに使用してきたラボスケール試験装置を拡張する形で対応することとしました。
現在パイロットスケール設備で回収されたガスをボンベに充填する設備を新たに設計・製作し、パイロットプラントからのガス回収実験を進めています。
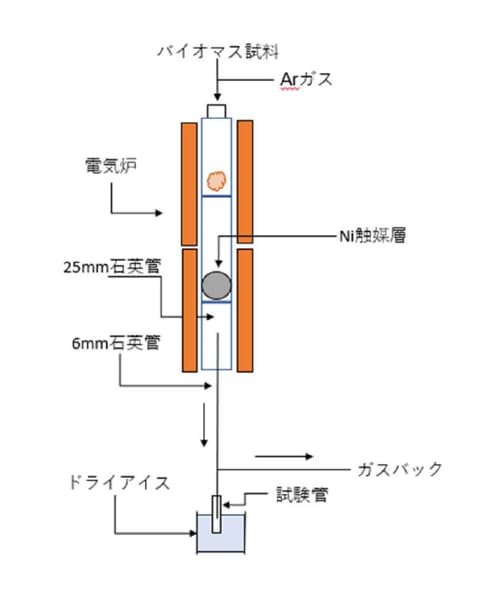
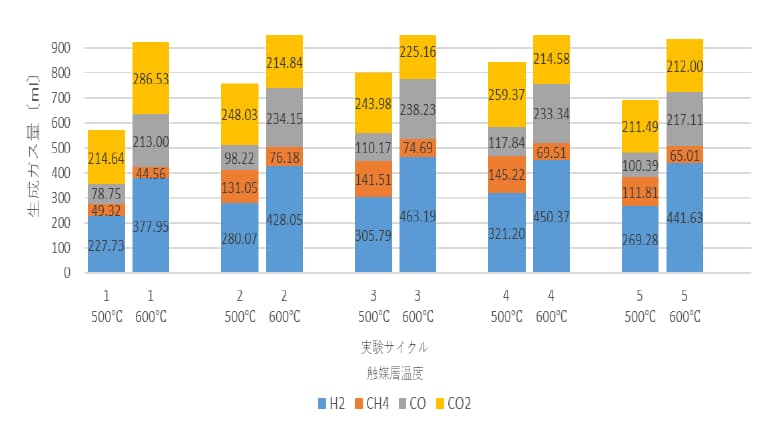
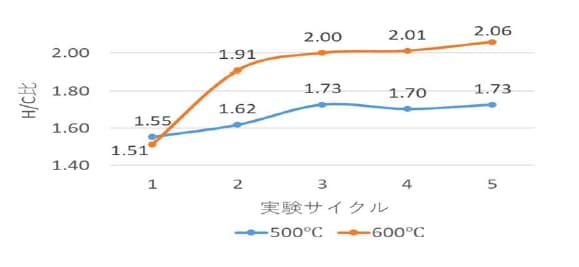
ラボスケール改質試験装置を使用して、H/C比の調整を目的としたNi触媒コーキング反応操作について実験的に検討を行いました。十分に還元された状態であれば、木質バイオマスの熱分解ガスを600℃で処理することによってH/C 比を2程度まで高めることが可能であることを示されました。
現有のラボスケールの固定層反応装置および流動層反応装置をもとに、実際の後発反応場に適用できるような耐圧仕様へ改修を行いました。まずは、低圧(9.8atm)条件において、FT合成実験を行い、実験装置が安定して稼働できることを確認しました。来年度、県への第2種製造業者の届出を行い、加圧試験に取り組む予定です。